歡迎進入東莞市諾元電機設備有限公司官網!公司主營:無刷繞線機,電機繞線機,馬達繞線機,定子繞線機,飛叉繞線機,高速繞線機等!
諾元視頻號


0769-81551289
150-1531-7403(微信同號)
諾元視頻號
0769-81551289
150-1531-7403(微信同號)
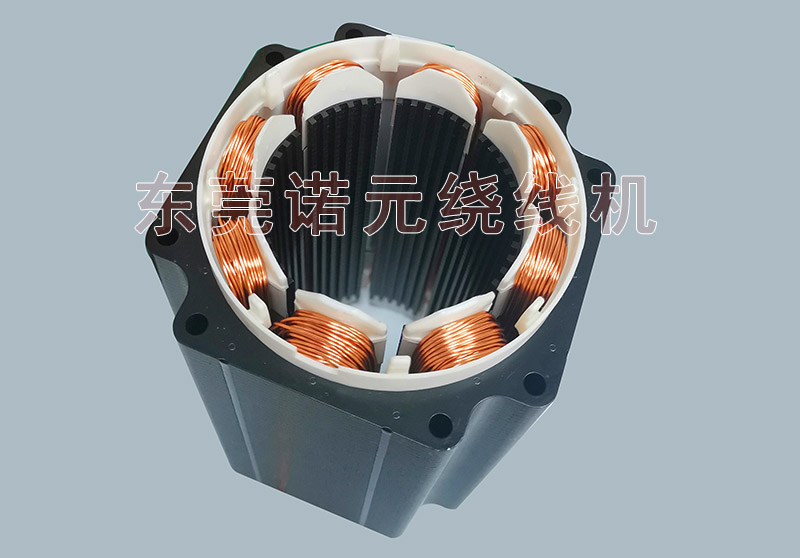
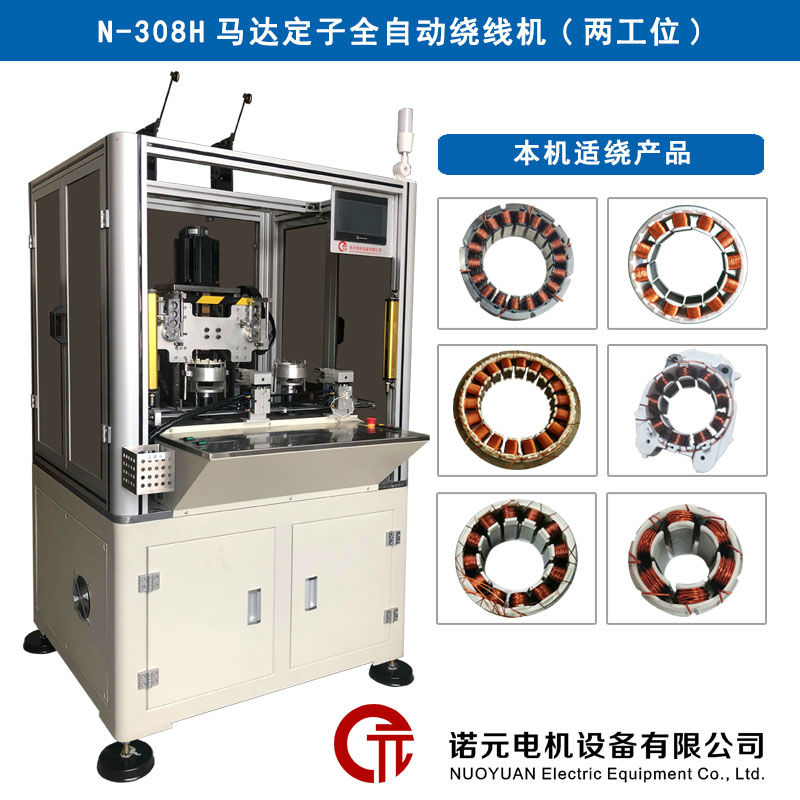
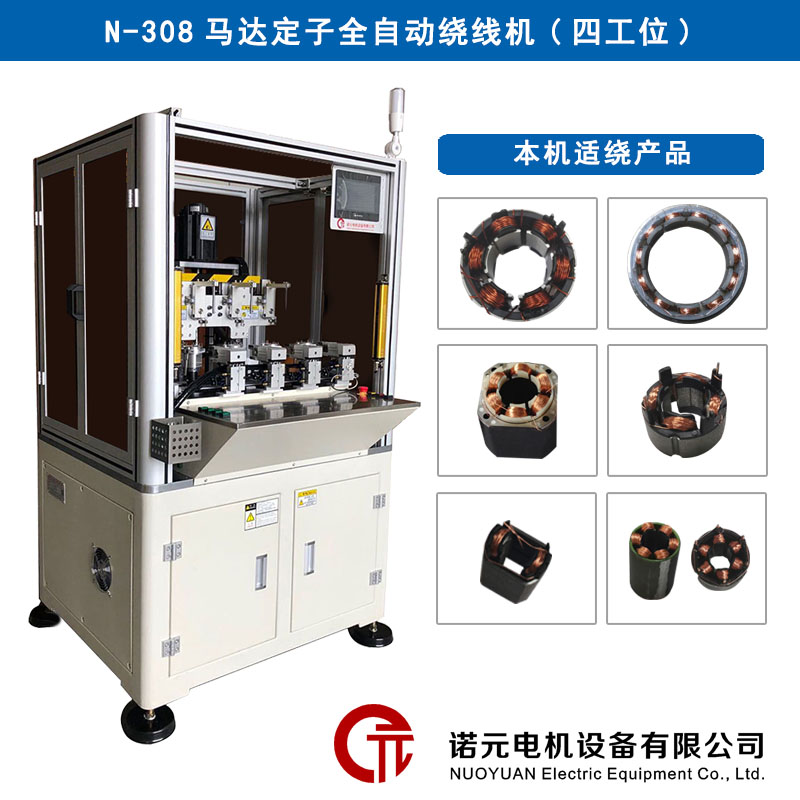
常用的槽口向內的無刷電機定子產品,一般都是采用專門的內繞機設備,有兩工位、四工位、六工位、八工位殼供選擇,但是不同的內繞機繞線方式也有區別,常見的就是上繞線和下繞線,那么針式內繞機上繞線和下繞線有什么區別?過線方式有什么不同呢?下面諾元簡單的給大家介紹一下吧!
一、上繞線與下繞線的核心區別
1. 繞線方向與模具定位
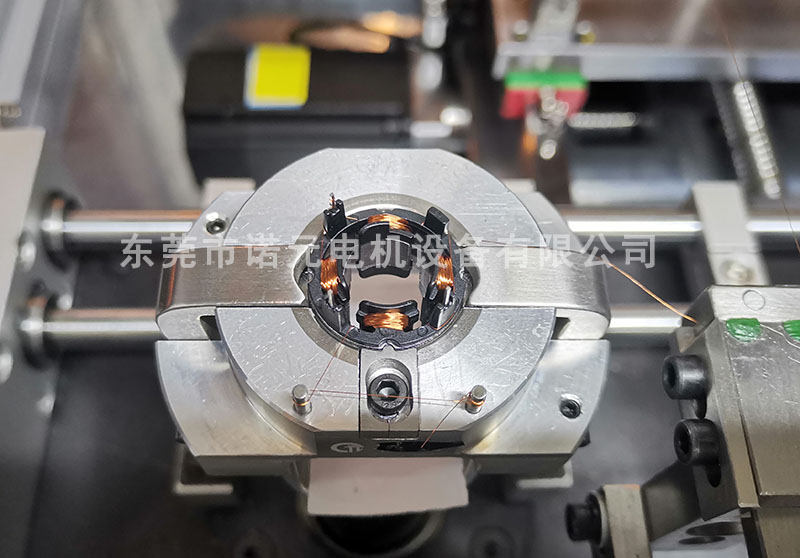
上繞線:針桿從定子上方開始繞線,線嘴在伺服電機驅動下上下移動,模具左右旋轉完成排線。模具初始定位需準確,確保線嘴與槽口對齊,避免繞線偏移。
下繞線:針桿從定子下方開始繞線,原理與上繞線相似,但模具的旋轉方向或初始角度可能調整,以適應下方繞線的空間布局。
2. 適用產品差異
上繞線:常見于水泵、步進電機、伺服電機、家用電器、醫療器械等定子產品,這些產品對繞線精度和槽滿率要求較高。
下繞線:多用于電動工具電機、園林工具電機等定子,這類產品可能因結構限制或工藝需求,需從下方繞線以優化空間利用。
3. 設備配置與工位選擇
兩者均可配置兩工位、四工位、六工位。
下繞線設備可能針對粗線或特殊槽形優化模具設計,以減少繞線阻力。
空負載速度均可達800r/min,但實際繞線速度受線徑、槽數、排線密度影響。
二、過線方式的不同
1. 上繞線的過線路徑
漆包線從線軸引出后,經張力器、導輪進入針桿線嘴,線嘴在針桿上下運動中帶動線材進入槽口。
模具旋轉時,線嘴需同步前后移動,確保線材在槽內分層排列,避免疊線或傷線。
關鍵點:線嘴與模具的協同運動需高度精準,否則易導致排線混亂或斷線。
2. 下繞線的過線路徑
漆包線路徑與上繞線類似,但線嘴需從定子下方進入槽口,模具旋轉方向或初始角度可能調整,以適應下方繞線的空間布局。
針對粗線或特殊槽形,線嘴可能采用加寬設計或特殊材質,以減少繞線阻力并防止傷線。
關鍵點:下方繞線需確保線材與模具無干涉,且排線密度需滿足產品性能要求。
選擇建議:
若產品對繞線精度和槽滿率要求高(如醫療設備、精密伺服電機),優先選擇上繞線設備。
若產品線徑較粗或槽形特殊(如電動工具電機),且需控制成本,可考慮下繞線設備,但需確保模具設計能滿足排線需求。
希望以上內容能滿足您的需求。如果您還有其他關于針式內繞機或相關技術的問題,或者對當前內容有何反饋,請隨時告知,以便我更好地為您服務。




 掃描二維碼,關注諾元公眾號
掃描二維碼,關注諾元公眾號