歡迎進入東莞市諾元電機設備有限公司官網!公司主營:無刷繞線機,電機繞線機,馬達繞線機,定子繞線機,飛叉繞線機,高速繞線機等!
諾元視頻號


0769-81551289
150-1531-7403(微信同號)
諾元視頻號
0769-81551289
150-1531-7403(微信同號)
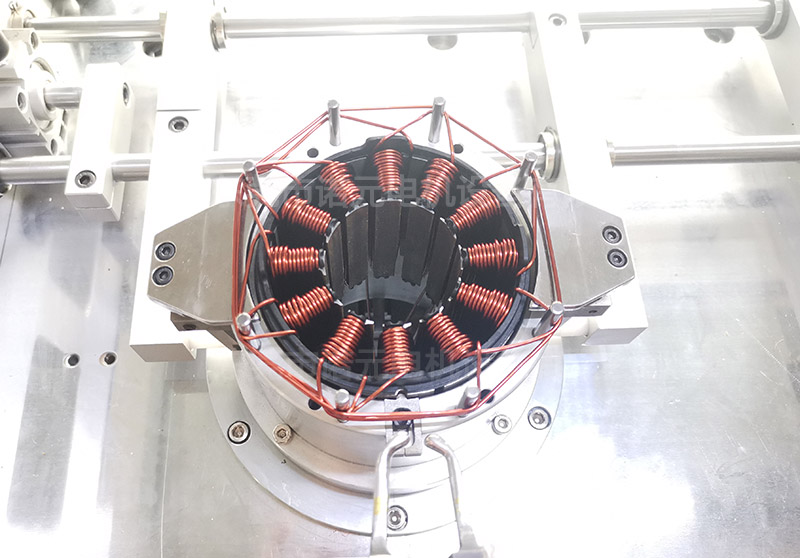
關于無刷定子繞線機的全自動繞線排線過程,涵蓋了技術流程、精密度要求、技術挑戰與解決方案以及行業應用與標準等多個方面。以下是諾元基于全自動繞線機繞線排線的相關內容,簡單的給大家分析一下!

無刷定子繞線機的全自動繞線排線過程是現代電機制造中的一項關鍵技術。這一過程涉及精密的機械控制、自動化編程以及多維度參數的協同工作,其精密度要求直接決定了電機的性能與可靠性。
一、全自動繞線排線的核心技術流程
1.智能編程與路徑規劃
利用CAD軟件或專用編程系統,輸入定子結構參數,如槽數、槽型、繞線層數等,生成三維繞線路徑模型。
系統自動計算優化繞線順序,避免交叉、重疊或張力突變,確保銅線能夠均勻、準確地填充槽口。
2.張力與速度動態控制
采用閉環張力控制系統,實時監測銅線張力并動態調整,確保張力波動范圍在小范圍內(如±0.5N)。
繞線速度與張力實現聯動控制,高速繞線時自動降低張力以防止斷線,低速繞線時提高張力以保證排線緊密。
3.高準度機械執行
排線機構采用精密滾珠絲杠和直線導軌,重復定位精度高,確保銅線在槽內分層排列無偏差。
張力控制使用磁滯或伺服張力器,動態響應時間短,張力波動范圍控制在小范圍內(≤±2%)。
通過高準度伺服電機驅動剪線刀和換向機構,實現準確的剪線與換向操作,剪線誤差和換向角度誤差均控制在較小范圍內。
4.在線檢測與反饋補償
激光位移傳感器實時監測銅線位置,一旦發現偏差超過設定閾值(如±0.05mm),系統立即自動調整排線機構位置。
視覺檢測系統掃描繞線表面,識別并處理缺線、重疊等缺陷,確保繞線質量。
二、精密度要求的核心指標
繞線位置精度:銅線需嚴格按槽口輪廓排列,誤差控制在小范圍內(±0.02mm以內),以避免因偏移導致磁路不對稱。
張力一致性:全程張力波動需控制在小范圍內(≤±3%),以防止因張力突變引發斷線或線圈松動,影響電機效率與壽命。
層間絕緣與填充率:層間絕緣紙需準確定位,誤差控制在小范圍內(≤±0.1mm)。
重復定位精度:多槽繞線時,相鄰槽口繞線起始點誤差需控制在小范圍內(≤±0.05mm),以確保電機電磁性能的一致性。
三、技術挑戰與解決方案
挑戰一:高速繞線時銅線易抖動,導致排線紊亂。
解決方案:采用高剛性導軌與閉環伺服系統,結合主動振動抑制算法,將抖動幅度降低至小范圍內(±0.01mm以內)。
挑戰二:多線并繞時線間干擾。
解決方案:通過電磁場仿真優化線徑與間距,結合實時張力補償技術,將線間短路風險降低至低水平(0.1%以下)。
無刷定子繞線機的全自動繞線排線技術是現代電機制造領域的重要發展方向。通過不斷優化硬件精度與軟件算法,實現高效、可靠的自動化生產,將能夠滿足高端電機制造的嚴苛標準,為電機行業的持續發展注入新的活力。




 掃描二維碼,關注諾元公眾號
掃描二維碼,關注諾元公眾號